Im Jahr 2022 machte PVC 9,1 % der in der EU hergestellten 58,7 Millionen Tonnen Kunststoff aus. Auf dem europäischen Markt für Rohre für Bauzwecke wurden etwa 6,3 Millionen Tonnen PVC verbraucht, davon 60 % Hart-PVC-Rohre und 40 % Weich-PVC-Rohre. Wie der jüngste Euroconstruct-Bericht zeigt, hat sich der Bausektor in den letzten drei Jahren in fast allen Mitgliedstaaten der Eurozone stark erholt, wobei für den Dreijahreszeitraum 2020-2023 eine Wachstumsrate von +2,1 % berechnet wurde.
Die Herstellung von PVC-Rohren ist durch zahlreiche Herausforderungen gekennzeichnet: grosser Durchmesserbereich, Rohrfestigkeit, gleichbleibende Qualität des extrudierten Produkts und Minimierung des Abfalls. Die Leistung einer Anlage hängt daher nicht nur von der Optimierung des einzelnen Extrusionsprozesses ab, sondern auch von der Fähigkeit der Anlage selbst, ein hohes Mass an Produktionsflexibilität zu erreichen, um die heterogenen Anforderungen der verschiedenen Rohranwendungen zu erfüllen.
Ausserdem machen die physikalischen Eigenschaften von PVC den Extrusionsprozess besonders heikel. Dieses Polymer zeichnet sich nämlich durch eine hohe Wärmeempfindlichkeit aus und neigt dazu, sich bereits bei 180 °C zu zersetzen, einem Wert, der nahe seiner Schmelztemperatur liegt. In diesem Sinne ist es notwendig, die Verweildauer im Kopf zu begrenzen, um die Qualität der Ausgabe nicht zu beeinträchtigen. Nach dem Aufschmelzen fliesst das Material in den Zylinder, so dass die wichtigsten zu kontrollierenden Parameter die Zylindertemperatur, der Durchsatz des Extruders, die Schneckendrehzahl, der Druck und die Schmelzetemperatur sind.
Einrichtzeit reduzieren
Aufgrund der zunehmenden Produktionsflexibilität und der einzuhaltenden Parameter für das Einrichten einer Extrusionsanlage besteht die Notwendigkeit, die Einrichtzeit von Extrusionsanlagen zu reduzieren. Im speziellen Fall von PVC-Rohren erfordert die Änderung des Durchmessers und der Dicke des Produkts eine komplexe Einrichtung, die durch den horizontalen Einbau neuer Komponenten, die Neukalibrierung und die Anpassung der Konfiguration der gesamten Anlage gekennzeichnet ist, was insgesamt 83 Stunden/Jahr an nicht direkt auf die Produktion ausgerichteter Arbeit bedeutet.
Branchenkenntnisse machen den Unterschied
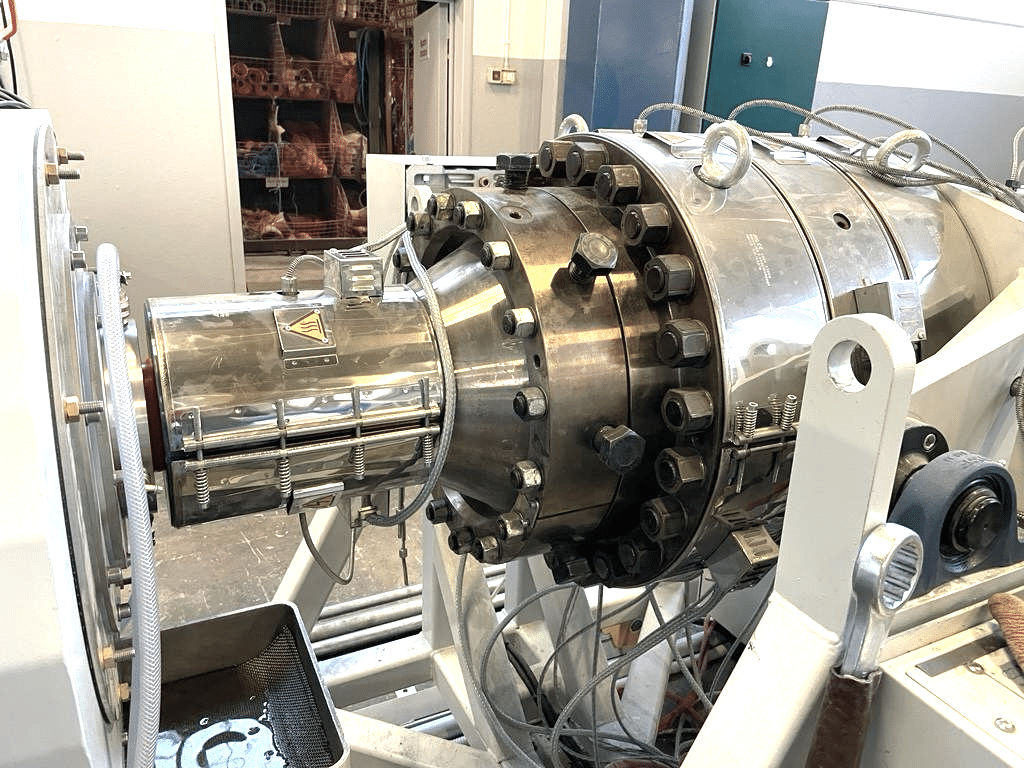
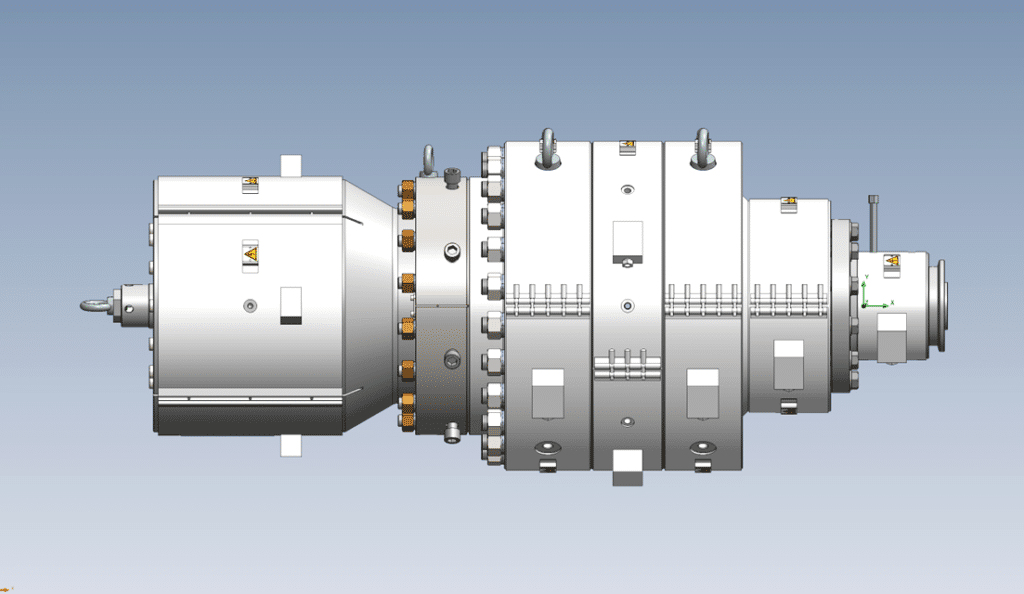
Bausano – ein international führendes Unternehmen in der Entwicklung und Herstellung von massgeschneiderten Extrusionsanlagen für die Kunststoffverarbeitung – hat auf diese Herausforderung mit der Entwicklung eines innovativen PVC-Rohrkopfes reagiert, der einen Durchmesserbereich von 125 mm bis 400 mm mit niedrigen Durchflussraten (ca. 500 kg/h) abdecken kann, wobei Materialabbau und übermässige Verweilzeiten in einem perfekten Gleichgewicht zwischen Volumen, Durchflussrate und Produktionsbereich vermieden werden.
Diese einzigartige Lösung von Bausano ist nicht nur kompakt, sondern reduziert auch die Anzahl der Köpfe von zwei auf einen, was sich für die Kunden positiv auswirkt, sowohl was die Gesamtinvestition als auch was die kürzeren Rüstzeiten betrifft. Darüber hinaus erleichtert der modulare Aufbau einiger Teile des Kopfes dem Bediener die Reinigung und Wartung bei der Montage und Demontage. Der Spezialkopf wurde dann mit einem MD 92/30 Nextmover-Extruder ohne Induktion kombiniert, der mit speziell entwickelten Schnecken ausgestattet ist, um verschiedene Trockenmischungen zu verarbeiten, von den am stärksten bis zu den am wenigsten belasteten.
Simulation und Analyse
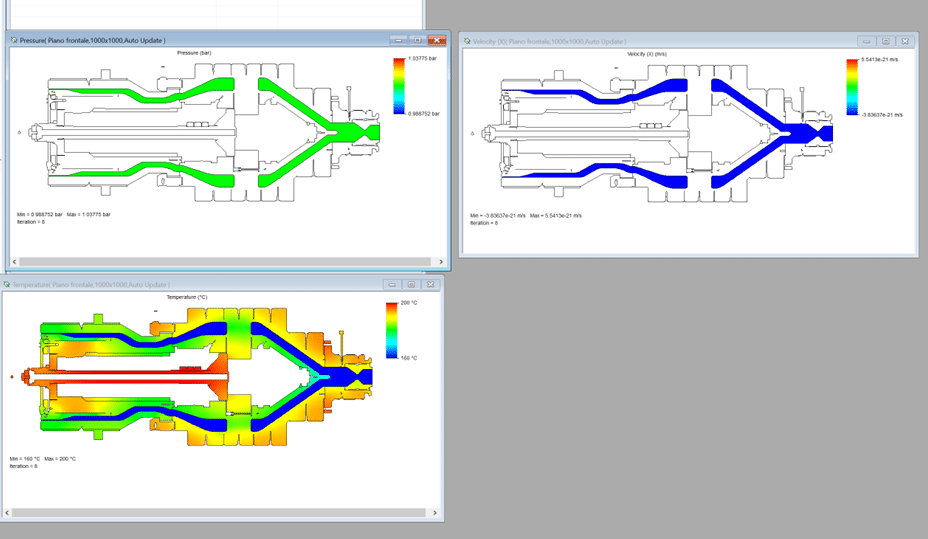
Bei der Konstruktion arbeitete Bausano wissenschaftlich innerhalb sehr enger Parameter in Bezug auf die Verdichtungswerte und die Verweilzeit des Polymers. Zu diesem Zweck wurden die gesammelten Informationen zunächst mit einem Brabender-Plastikographen verarbeitet. Im Einzelnen wurden die Ausgangsmaterialien in die Kammer geleitet, wo sie erhitzt werden und zwischen zwei gegenläufigen Rotoren Scherspannungen ausgesetzt sind. Während der Bearbeitung hat das Entwicklungsteam das auf die rotierenden Schrauben ausgeübte Drehmoment gemessen, was Aufschluss über die Viskosität der Schmelze und damit über die durch die Bearbeitung verursachten Veränderungen des Systems (Gelbildung, Verzweigung, Zerlegung) gibt.
Mit Hilfe eines Kapillarrheometers und einer fluiddynamischen Simulationssoftware analysierte das Projektteam die rheologischen Kurven eingehend, um das Design des neuen Extrusionskopfes und der Schnecken zu optimieren und das Verhalten des Materials während des gesamten Bearbeitungsprozesses genau vorherzusagen.
Effizient Produzieren
Technologische Spitzenleistungen, die das Ergebnis des konsolidierten Know-hows des Unternehmens bei der Entwicklung von kundenspezifischen Extrusionssystemen sind: Bausanos neue Lösung zeichnet sich durch den kompakten, modularen und verchromten C45-Kohlenstoffstahl-Mehrfachdurchmesserkopf in der Oberfläche, in der das Material fliesst, sowie durch den Zylinder und die nitrierten Schrauben aus. Letztere wurden speziell für das Modell S16 entwickelt, um eine hohe Leistung mit verschiedenen Trockenmischungen zu gewährleisten. Die Linie wurde ausserdem mit drei volumetrischen Dosiereinheiten ausgestattet – eine für PVC, eine stabilisierende zur Verhinderung von Verbrennungen und eine für den Master, mit zwei entgegengesetzten Fräszonen vor der Entgasung , die die Zufuhr- und Gelierkapazität erhöhen und vorwegnehmen, sowie mit einem End-of-Line mit Tank, einem Ink-Jet-Marker, einem Antrieb, einer Schneidemaschine und einem Rohrverbreiterungsgerät.
„Die grosse Herausforderung in Bezug auf die Effizienz der Produktion besteht darin, angesichts der immer vielfältigeren Nachfrage und der knappen Lieferfristen eine hohe Sortenvielfalt mit einem geringen Produktionsvolumen zu kombinieren, ohne dabei Kompromisse bei der Qualität einzugehen“, erklärt Massimiliano Fenili, Technischer Leiter bei Bausano, und fügt abschliessend hinzu: „Bausano ist bestrebt, Anlagen mit einem OEE-Wert von annähernd 80 % zu bauen, damit die Kunden immer flexibler, energieeffizienter und abfallfrei produzieren können“.