Beim herkömmlichen Laserschweissen muss ein Bauteil für den Laser transparent sein und das andere diesen absorbieren. Die dafür eingesetzten Wellenlängen des Lasers liegen von 800 bis 1100 nm im nahen Infrarot-Bereich des Lichtspektrums. Da die allermeisten Polymere bei diesen Wellenlängen transparent sind, muss für die Absorption des Lasers ein Farbstoff beigemischt werden. Dies kann Kohlenstoff (Carbon Black) sein, um schwarz einzufärben oder ein anderer Farbton mit einem geeigneten Masterbatch. Da sich die sichtbaren Wellenlängen (400-700 nm) von den Wellenlängen des Lasers unterscheiden, können die Farbe fürs Auge und die Laserabsorption unabhängig voneinander optimiert werden.
Leider existiert aber kein Farbstoff, der fürs Auge komplett farblos ist und den Laser trotzdem gut absorbiert. Zudem ist die Beimischung von Farbstoffen für Anwendungen in der Medizintechnik oder bei Lebensmitteln auch oft unerwünscht, da dies eine erneute Zertifizierung des Materials erfordern kann.
Eine alternative Lösung ist, die Wellenlänge des Lasers in einen Bereich zu wechseln, in dem viele Polymere von sich aus absorbieren. Im Bereich von 1700 bis 2000 nm absorbieren die meisten Polymere durch Oberschwingungen ihrer molekularen Bindungen und Laser mit genügend Leistung sind verfügbar. Je nach Typ des Polymers sind diese Absorptionsbanden unterschiedlich stark ausgeprägt und in der Wellenlänge verschoben.
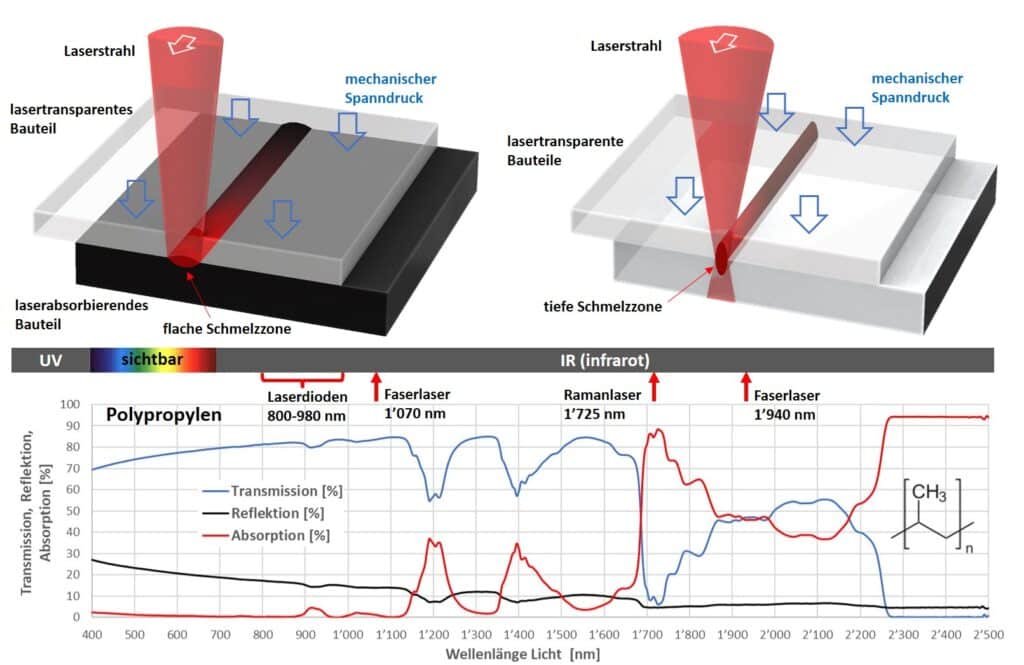
Da bei den langen Wellenlängen das obere Bauteil bereits einen Teil des Laserstrahls absorbiert und diesen abschwächt, ist die Technik vor allem dann geeignet, wenn das obere Bauteil dünn ist. Die Schmelzzone ist auch tiefer als beim Standardprozess, da der Laser tiefer ins Material eindringt und nicht nur an der Oberfläche des unteren Bauteils in Wärme umgesetzt wird.
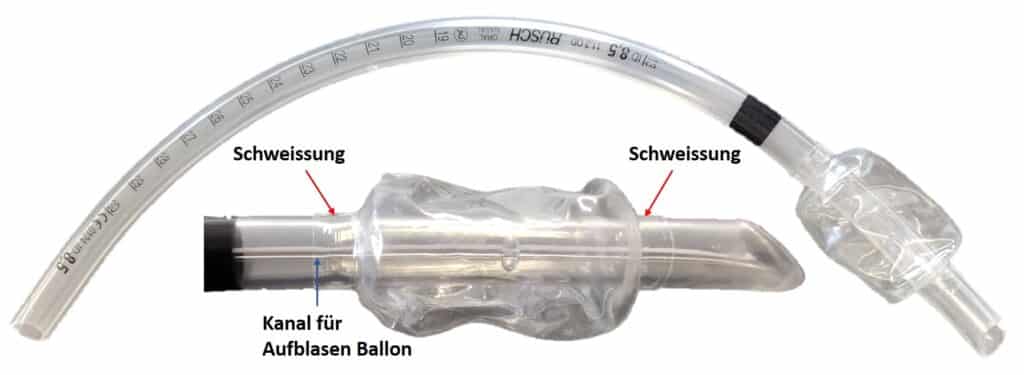
Ein Beispiel einer Schweissung ohne zusätzliche Farbstoffe mit den speziellen, langen Wellenlängen ist der aufblasbare Ballon aus weichem PVC auf Schlauch zur künstlichen Beatmung (Bild 1). Der Ballon muss luftdicht auf den Schlauch verbunden werden um aufgeblasen in der Luftröhre abdichten zu können. Der feine Kanal in der Schlauchwand darf durch die Schweissung nicht beeinträchtigt werden oder sich sogar verschliessen. Für die Schweissung wird der Schlauch auf eine Rotationsachse geschoben. Die Optik mit punktförmigem Laserfokus ist entlang der Drehachse verschiebbar.
Der Schweissprozess mit langen Wellenlängen wird in Luzern auf der Swiss Medtech Expo mit einer Turnkey S Maschine live demonstriert und auch in einem Vortrag im Begleitprogramm weiter erläutert.